



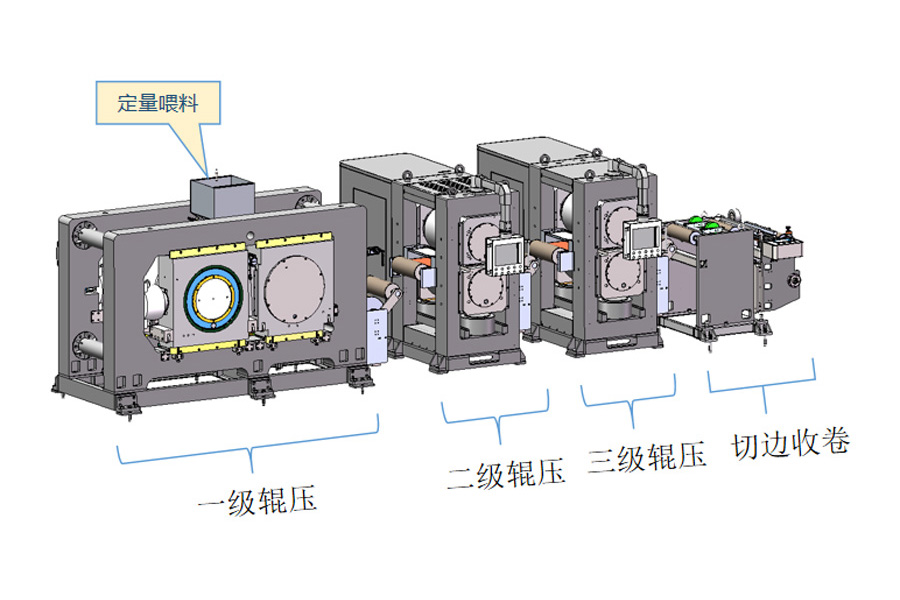
Dry Electrode Diaphragm Calender
Equipment Parameters
1. Width of roll surface: 400/600/800/1000mm
2. Roller diameter: Φ400/600/800mm
3. Roll surface treatment: Hard chromium plating; Hardness ≥HRC66
4. Mechanical speed/rolling speed: Max.60m/min Max.50m/min
6. Synchronization accuracy: ≤0.2‰
7. Film thickness: ≥60μm
8. Thickness accuracy of rolled pole piece: ≤±1μm
9. Calendering method: Electromagnetic induction heating and rolling; Temperature difference of roller surface ≤±1.0℃
10. Tension control accuracy: ≤±0.5% FS;
11. Tension fluctuation ≤ ± 0.2N Environmental protection:
Three equipment advantages
1. Realize the quantitative feeding of dry electrode diaphragm calendering; On-line closed-loop control of feeding quantity, rolling speed and diaphragm thickness is realized, and the quality of diaphragm rolling is improved.
2. Preheating and hot rolling of calendered materials can improve the fluidity and cohesiveness of powder and realize rapid film formation.
3. Roller drive adopts ball cage coupling design; Good synchronization, high transmission precision, fast response, cushioning and vibration reduction performance, noise reduction and automatic circulating lubrication; Long service life, small size and low cost.
4. The diaphragm tension adopts servo motor to control the floating roller to make linear displacement mode, which has fast response speed, small tension fluctuation and is not easy to break the belt
5. The hot roller adopts electromagnetic induction heating mode, which can realize the temperature adjustment from normal temperature to 420℃; The heat utilization efficiency is higher and the energy consumption is lower when the temperature is raised to 200℃ for ≤30min. The work site is clean and easy to operate and maintain.
6. According to the deformation and deflection curve, the calendering roller is designed as an arc roller to ensure the consistency of electrode diaphragm thickness and diaphragm quality.
7. All rollers are made of carbon fiber to reduce the moment of inertia, the fluctuation of electrode diaphragm tension and the risk of belt breakage.
8. Compared with the existing wet coating, it does not need NMP as solvent and drying link, which is environmentally friendly, saves a lot of energy and floor space, and has less investment.
9. The electrode produced by dry-process electric diaphragm calender has high compaction density, high battery energy density and long service life.
R&D Innovation
1. At present, many patents have been applied, such as a dry electrode manufacturing method and its device.
FAQ
1. What occasion is this equipment suitable for?
A: The equipment is suitable for the production of lithium-ion batteries or supercapacitor electrodes in the new energy industry.
2. How is the production efficiency?
A: The dry film forming speed is 5-50m/min.
3. What is the processing width?
A: The processing width of this equipment is 400/600/800/1000mm.
4. What is the thickness of the processed dry pole piece film?
A: ≥60μm